|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
WJK吊車軌道固定件
|
WJK吊車軌道固定件,每套七個部件.
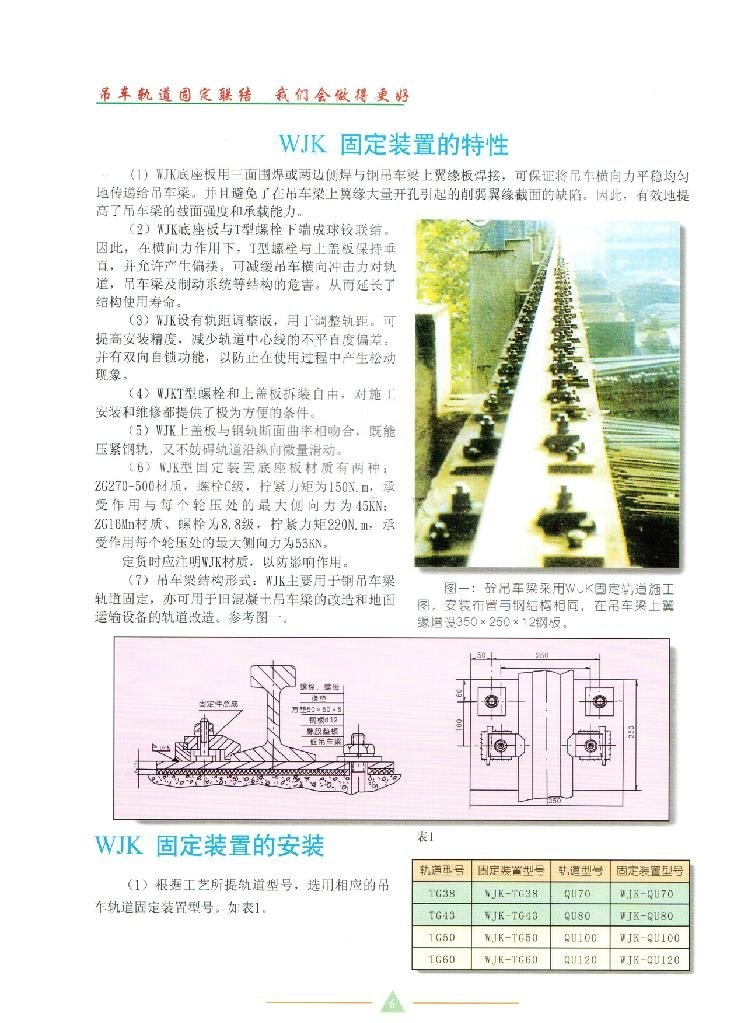
(1):WJK底座板用三面圍焊或兩邊側焊與鋼吊車樑上翼緣板焊接,可保証將吊車橫向水平力平穩地傳遞給吊車梁。並且避免了在吊車樑上翼緣大量開孔引起的削弱翼緣截面的缺陷。因此,有效地提高了吊車梁的截面承載能力。
(2):WJK底座板與T型螺栓下端成球鉸聯結。因此,在橫向力作用下,T型螺栓與上蓋保持垂直,並允許產生偏擺。可減緩吊車橫向衝擊力對軌道、吊車梁及制動系統等結構的危害。從而延長了結構使用壽命。
(3):WJK設有軌距調整板,用於調整軌距。可提高安裝精度,減少鋼軌中心線的偏差。並有雙向自鎖功能,以防止在使用過程中產生鬆動現象。
(4):WJKT型螺栓和上蓋板拆裝自由,對施工安裝和 維修都提供了極為方便的條件。
(5):WJK上蓋板與鋼軌斷面曲率相吻合,即能壓緊鋼軌,又不妨礙鋼軌沿縱向微量滑動。亦利於軌道全長焊接。
(6):固定件佈置間距可按吊車起重量確定,即Q≤275t,間距600mm;Q>275t,間距為500mm。
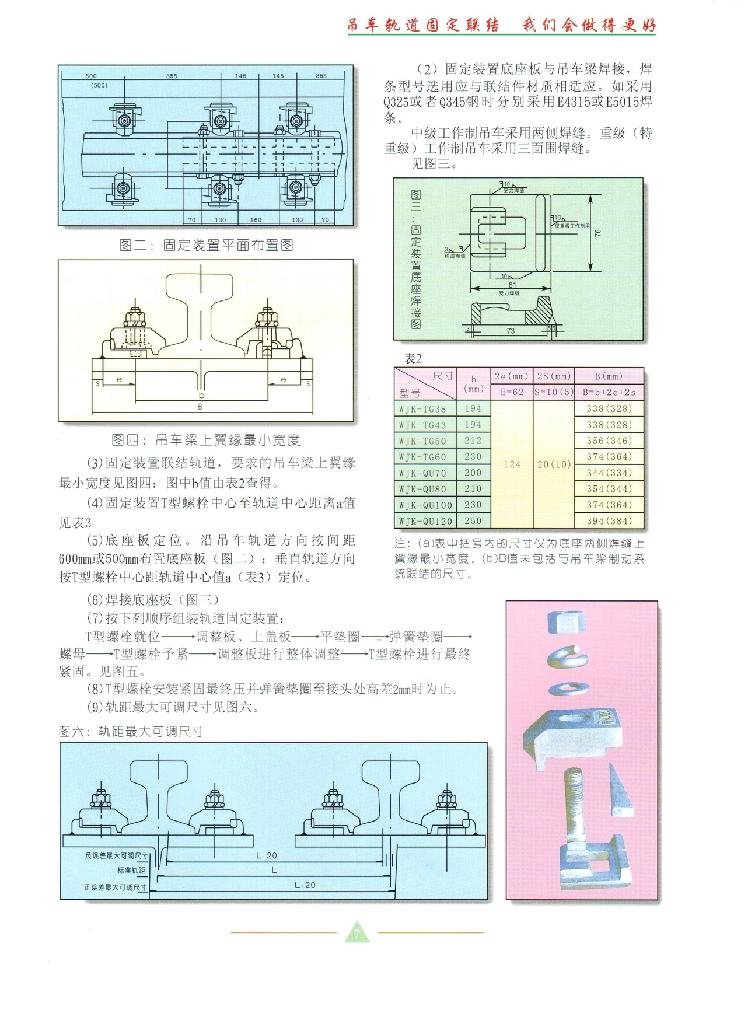
(7):固定件底座與吊車梁焊接,焊條型號選用應與連接件材質相適應,如採用Q235及Q345鋼時分別採用E4315、E5015焊條。
(8):中級工作制吊車採用兩側焊縫,重級(特重級)工作制吊車採用三面圍焊縫。
(9):固定件螺栓 擰緊力矩中級工作制Q≤275t為150N.m,重級工作製為220N.m。
(10): 側向力為45KN。 |
|
|
|
產品圖片
|
|
|
相關產品
|
|
|
|
|
|
|
|
|